
Тормоз грузового лифта
Когда речь заходит о тормоз грузового лифта, большинство сразу думает о стандартных колодках – а на деле там всё сложнее. В работе сталкиваешься с тем, что даже опытные монтажники иногда путают признаки износа пружин с проблемами электромагнита. Вот с чем реально приходится иметь дело.
Конструктивные особенности, которые не всегда очевидны
В отличие от пассажирских лифтов, в грузовых системах часто стоит двусторонний колодочный тормоз – и здесь ключевой момент не просто в силе прижима, а в синхронности срабатывания. Помню случай на объекте в промзоне, где лифт постоянно 'проворачивал' при нагрузке от 1.5 тонн. Оказалось, предыдущие ремонтники заменили только одну колодку, нарушив баланс.
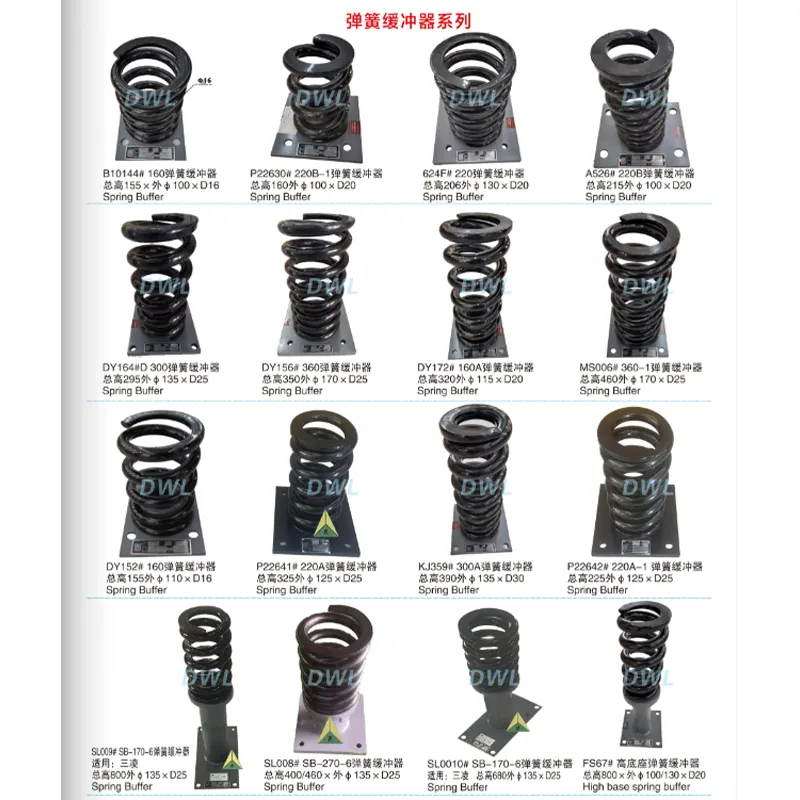
Пружины – отдельная история. Если для пассажирских лифтов допустим небольшой прогиб, то в грузовых вариантах даже 2 мм уже критично. Мы в ООО Пекин Уфан Аньсинь Установка Оборудования всегда замеряем этот параметр при плановом ТО, особенно после 3-5 лет эксплуатации.
Электромагнитный привод – это тот узел, где чаще всего экономят. Видел как на одном из складов поставили китайский аналог на лифт грузоподъёмностью 2 тонны. Через полгода начались проблемы с отрывом – магнит 'залипал' при температуре ниже -15°C. Пришлось менять на оригинальный комплект от завода-изготовителя.
Регулировка: между нормативом и реальностью
По ГОСТу зазор между колодкой и шкивом должен быть 0.4-0.6 мм, но на практике для грузовых лифтов лучше держать 0.3-0.4 мм – особенно если речь идёт о помещениях с высокой влажностью. Проверяю всегда щупом, никогда 'на глаз'.
Частая ошибка – регулировка только по одной стороне. При таком подходе тормозной момент распределяется неравномерно, возникает биение. Как-то раз на выезде в логистический центр обнаружил, что износ колодок отличался на 40% слева и справа именно по этой причине.
Сила натяжения пружин – тот параметр, который многие монтажники игнорируют. А ведь если перетянуть, возрастает нагрузка на электромагнит, если недотянуть – лифт может не удержать номинальную нагрузку. У нас в компании для таких замеров используют динамометрический ключ с фиксацией показаний.
Типичные поломки и методы диагностики
Самое опасное – когда тормоз грузового лифта не срабатывает при пропадании питания. Обычно виноваты заклинившие оси или коррозия пружин. На хлебозаводе в прошлом году была ситуация: из-за постоянной влажности пружины буквально 'срослись' между витками.
Шум при торможении – не просто неприятность, а признак неравномерного износа. Если слышишь скрежет, в 80% случаев проблема в попадании масла на футеровку. Но бывает и кривизна шкива, что определить сложнее – требуется замер индикатором.
Перегрев электромагнита – частая проблема при интенсивной эксплуатации. Сталкивались на объектах, где лифт работает почти без остановок. Решение – установка дополнительного охлаждения или замена на более мощную модель, что мы и сделали для одного из производственных цехов.
Особенности обслуживания в разных условиях
В промзонах с агрессивной средой тормозная система требует осмотра каждые 3 месяца вместо стандартных 6. Особенно внимание уделяю состоянию контактов – окисление здесь происходит в разы быстрее.
Для холодильных камер есть нюанс: стандартная консистентная смазка густеет. Пришлось для одного мясокомбината подбирать специальную морозостойкую, иначе тормоз просто не отпускал при -25°C.
В помещениях с вибрацией (возле прессового оборудования, например) постоянно ослабляются крепёжные болты. Теперь при каждом ТО дополнительно проверяю момент затяжки динамометрическим ключом – проблема исчезла.
Ошибки при замене и ремонте
Самое грубое нарушение – установка непарных колодок. Видел как 'специалисты' ставили колодки от разных производителей, аргументируя это 'одинаковыми размерами'. Результат – биение и преждевременный износ шкива.
Экономия на мелких деталях вроде стопорных колец или шплинтов. Казалось бы, мелочь – но именно они часто становятся причиной серьёзных аварий. В нашей практике был случай, когда выпавшее стопорное кольцо привело к заклиниванию всего механизма.
Неправильная обработка поверхностей. После замены колодок необходимо 'прикатать' их – делать это нужно под нагрузкой 60-70% от номинальной, совершая 10-15 циклов 'подъём-спуск'. Многие пропускают этот этап, потом удивляются плохому торможению.
Профилактика и мониторинг состояния
В ООО Пекин Уфан Аньсинь Установка Оборудования для грузовых лифтов разработали расширенный чек-лист: кроме стандартных пунктов добавили замер температуры электромагнита пирометром и проверку равномерности износа колодок шаблоном.
Раз в год обязательно проводим испытания тормоза на предельной нагрузке – но только на специальном стенде, никогда в рабочей шахте. После инцидента с обрывом тросов на одном из объектов ввели такое правило.
Для клиентов, у которых мы обслуживаем лифты по договору, ведём журнал состояния тормозной системы с фотофиксацией износа. Это помогает прогнозировать сроки замены и избегать внезапных поломок.
Сложные случаи из практики
Запоминающийся случай – лифт в старом здании, где из-за просадки фундамента перекосило направляющие. Тормоз работал неравномерно, постоянно уводило в сторону. Пришлось выравнивать всю конструкцию с помощью лазерного нивелира – обычными методами не справиться.
На химическом производстве столкнулись с нестандартной проблемой: пары кислот разъедали не только металл, но и изоляцию проводки. Пришлось разрабатывать систему защиты с дополнительными кожухами и специальным покрытием.
Самый сложный ремонт – когда требуется замена тормозного шкива без демонтажа лебёдки. Придумали способ с разбором на месте используя специальные съёмники – экономит клиенту около 40% стоимости работ по сравнению с полной заменой лебёдочного механизма.
Соответствующая продукция
Соответствующая продукция